|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
裝配平臺精度主要是按標準計量檢定規程 JJG117-91 執行,分為 3 級、精刨兩種...
平時使用裝配平臺來工作的人們,肯定很多人不知道測量裝配平臺的精度, 小編就給大家講解下。
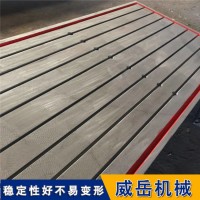
在購買的裝配平臺主要應用于動力機械設備的裝配及調試,表面帶有 T 形槽,可以固定動力機械設備。工作面上可加工圓孔、 U 型孔或長孔。
裝配平臺精度主要是按 標準計量檢定規程 JJG117-91 執行,分為 3 級、精刨兩種。
在包裝為木制包裝。包裝前經防銹處理并妥善包裝,避免因包裝不善而在運輸過程中損壞產品。平板經檢定合格后,應附有產品合格證 ; 產品合格證上應出廠日期和產品序號。
裝配平臺是有技術要求的。 裝配平臺工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺點。
裝配平臺的鑄造表面應 型砂且平整,涂漆牢固。
第三裝配平臺精度為 0 級 -3 級的平板工作面上,直徑小于 15mm 的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于 4 個,且砂孔之間的間距應不小于 80mm 。
第四裝配平臺應采用 細密的灰口鑄鐵或合金等材料制造,其工作面硬度應為 170-220HB 。
后一個就是裝配平臺工作面通常應采用刮削工藝。對采用刮削加工的 3 級平板工作面,其表面粗糙度 Ra 的大允許值為 5um 。
以上就是關于裝配平臺相關的內容,相信有些知識點,大家并不是很了解,大家不妨抽空看看吧,對您的工作肯定有幫助。
鑄鐵裝配平臺主要應用于動力機械設備的裝配及調試,表面帶有T形槽,可以固定動力機械備,可以拼裝使用。對于防止裝配平臺變形的,在我們主要途徑就是是預防或平臺的鑄造應力。
如果遇到變形的情況該考慮下以下的情況:
1、設計鑄鐵平臺時,盡可能使用大型鑄鐵平臺的壁厚均勻、形狀對稱;采用變形輪輻代替直輪輻,減小阻力,防止變形。
2、工藝設計時,應采用同時凝固原則,以便冷均勻。
3、鑄造過程中注意:鑄鐵裝配平臺造型時,提高鑄型剛度;合箱時,加大壓鐵重量,可以減小裝配平臺的翹曲變形量。
鑄鐵裝配平板廣泛應用是鐵路機車、汽車、工程機械、電力設備等行業。事實上,我國裝備制造業各個子行業的產業升級都離不開鑄鐵裝配平板行業的支持,鑄鐵裝配平板業是經濟發展戰略中不可輕易放棄的重要支柱性產業。當然大部分與高鐵等相關度不大的鑄鐵裝配平板企業并未因此受太多影響,依舊正常成產經營。在高鐵、海工等 制造業普漲之后,同樣列入 裝備制造業的 鑄鐵裝配平板/鑄鐵平臺行業也理所當然的獲得資本市場的青睞http://www.chinaweiyue.com/咨詢13231713280。