|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
在檢驗平臺的生產過程中是個 重要的環節,有的工人看到問題不說,有的工人則是圍觀閑扯。從而造成檢驗平臺鑄造完毛坯后有些缺點,還要從新做處理,浪費了錢和時間這種吃瓜群眾的行為真的是不行不通的。
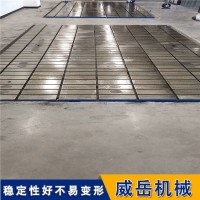
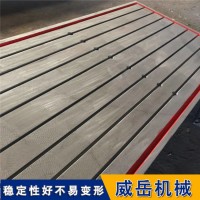
檢驗平臺的制造標準及材質:制造標準為新標準GB/T 22095-2008。材質為HT200-400.QT400-600.
檢驗平臺的生產流程:制定生產圖-制作消失模-檢驗消失模-沙坑預埋-鑄造-人工回火-粗加工-人工回火-精加工-人工表面鏟刮-外觀處理-整體驗收-出廠-安裝調試-交付客戶。
檢驗平臺使用注意事項:1.因檢驗平臺是檢驗基準面,所以其使用前水平調整和日常保養尤為重要。避免因保養使用不當造成精度不準確或平臺損壞。安裝調試水平、負荷均勻分布于各支點上。環境溫度(20±5)℃。使用時應避免振動。使用完嗶后,注意平臺的臺面清理,并及時做防銹防塵處理。
2.如平臺臺面上有孔,或T型槽等加工,因注意加工部位不的突出平臺臺面。
3.檢驗平臺臺面不的出現銹跡,較大劃痕,碰傷等影響使用的外觀缺點。
4.檢驗平臺四周外邊應做修鈍處理,防止在使用過程中,對操作人員造成傷害。
檢驗平臺選購注意事項:產品鑄件質量和熱處理質量對平臺使用性能產生較大影響:或因殘存較大內應力使工作面變形;或因不耐磨損使精度不能保持;或因刮削困難得不到數值小的粗糙度。因此使用檢驗平臺須注意鑄鐵材料的選擇,采用時效處理等方法除鑄鐵平板的殘余應力。
檢驗平臺安裝技術方案:
在埋設地腳螺栓時,垂直度不可超過10/1000,在基礎預留孔內下端的間隙不小于100mm,螺栓到孔壁周圍的距離不小于15mm,然后才可灌漿,待混凝土強度達到標號的0.75以上,才允許擰緊螺母.擰緊螺母時,要采用對稱地分次擰緊方法,這樣地腳螺栓和設備底座受力才會均勻.擰緊后螺栓要外露1/3-2/3螺栓直徑.檢驗平臺的安裝方式有很多種,在地腳螺栓與T型槽平臺的安裝過程中容易產生地腳螺栓在檢驗平臺的底座上伸出 過長或過短.產生的主要原因是:地腳螺栓長度不標準;預留孔深不符合要求;地腳螺栓在預留孔內安裝高度不正確地腳螺栓螺紋外露過長既不美觀,也容易受到損傷.螺紋過短,使螺栓受力達不到要求,影響設備的穩定性.
地腳螺栓的安裝,預留孔內的孔深要適宜,垂直度不超過10/1000,螺栓頭不應靠緊孔的底面,螺栓至鑄鐵平臺孔壁周圍距離不小于15mm.螺母上緊后螺紋外露長度為螺栓直徑的1/3~2/3.對于死地腳螺栓,螺紋外露過長的處理方法是割掉一部分,再套螺紋;過短時,可用氧乙炔焰加熱烤紅后稍加拉長。
檢驗平臺應注意經常維護保養,以保證劃線尺寸 。
(一)在平板上安放工件時應輕放,防止平板表面被撞擊,一旦平板表面受到工件或其他物體撞擊,應馬上把受到撞擊而凸起的部分修。
(二)要經常保持檢驗平臺的清潔,以免平板平面被鐵屑、砂子等雜質磨壞。
(三)應盡量做到檢驗平臺各處均勻使用,避免局部磨凹。
(四)決不可以在檢驗平臺表面做任何需要錘擊的工作http://www.chinaweiyue.com/咨詢13231713280。