|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
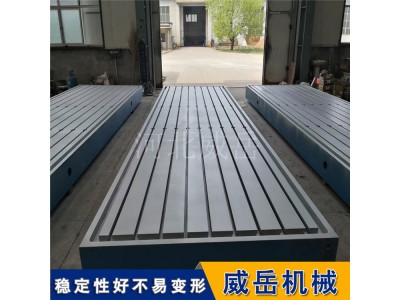
鑄鐵焊接平臺適用于各種檢驗工作、測量用的基礎(chǔ)平面和平尺、方箱、V型架(鐵)、彎板、直角尺、圓柱角尺等工具配合使用。鑄鐵焊接平臺用于機床、機械、檢驗測量,檢查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作劃線。鑄鐵焊接平臺經(jīng)穩(wěn)定性處理和去磁后,即進(jìn)入機加工,分為粗刨、精刨。精刨是鑄鐵焊接平臺3級精度和表面粗糙度的一道工序,2級以上精度鑄鐵焊接平臺要人工刮研,以平板的幾何精度,對已合格的鑄鐵焊接平臺應(yīng)避免熱源的影響和受酸堿的腐蝕。的鑄鐵焊接平臺應(yīng)放置在20℃±5℃的恒溫處。
鑄鐵焊接平臺在使用和加工中,應(yīng)設(shè)置主支撐點和輔助支撐點,什么是主支點、輔助支點主支點是指鑄鐵焊接平臺在加工、檢定和使用中與安裝基面或支架接觸時,用作主要支承的部分。此時的支承力系是靜止?fàn)顟B(tài)。輔助支點是指平板在使用時,為了防止承載心的偏移而發(fā)生傾覆或因負(fù)載過大而產(chǎn)生的變形所增設(shè)的支點。輔助支點上的支力應(yīng)小于主支點上的支力。
鑄鐵焊接平臺的方法有以下幾點:
1、鑄鐵焊接平臺接觸點面積的比率:
鑄鐵焊接平臺工斜面上涂上顯示劑,在不低于其精度等級的平臺上研合,在鑄鐵焊接平臺上顯示出明顯的接觸點,然后用一個50mm×50mm范圍內(nèi)刻劃有2.5mm×2.5mm的400個小方格的透明薄板,置于鑄鐵焊接平臺工作面的任意位置上,依次觀察每個方格內(nèi)包含接觸點所占面積的比例,求上述比例數(shù)之和,除以4即為所檢測部位的接觸點面積的比率,為取得典型的數(shù)值。應(yīng)在另一位置上測出接觸點面積的比率,求出兩次結(jié)果的平均值。
2、鑄鐵焊接平臺平面波動量:
把平面波動儀放在平臺工作面上,沿任意一直線方向移動平面波動儀,移動距離為平臺對角線長度的一半且不應(yīng)小于200mm,取平面波動儀的指示表(分度值為0.001mm)上在值與小值之差,即為被檢平臺工作面的平面波動量。
3、鑄鐵焊接平臺撓度:
檢測裝置放在鑄鐵焊接平臺工作面上,在不加載荷時,將扭簧比較儀測頭與工作面相接觸(為使測量準(zhǔn)確,測頭與工作面之間可放一塊薄量塊)且記下讀數(shù),然后根據(jù)表5規(guī)定的額定載荷施加力且記下讀數(shù);兩次讀數(shù)之差即為鑄鐵焊接平臺工作面在額定載荷下的撓度值。
鑄鐵焊接平臺人工刮研分為
1、粗刮:若工件表面比較粗糙、加工痕跡較深或表面嚴(yán)銹、不平或扭曲、刮削余量在0.005mm以上時,應(yīng)先粗刮。粗刮的特點是采用長刮刀,行程較長(10mm~15mm之間),刀痕較寬(10mm),刮刀痕跡順向,成片不重復(fù)。機械加工的刀痕掛除后,即可研點,并按顯出的高點刮削。當(dāng)工件表面研點每25mm×25mm上為4~6點并留有細(xì)刮加工余量時,可開始細(xì)刮。
2、細(xì)刮:細(xì)刮就是將粗刮后的高點刮去,其特點是采用短刮法(刀痕寬約6mm,長5mm~10mm),研點分散快。細(xì)刮時要朝著方向刮,刮完一遍,刮遍時要成45度或60度方向交叉刮出網(wǎng)紋。當(dāng)平均研點每25mm×25mm上為10~14點時,即可結(jié)束細(xì)刮。
3、精刮:在細(xì)刮的基礎(chǔ)上進(jìn)行精刮,采用小刮刀或帶圓弧的精刮刀,刀痕寬約4mm,平均研點每25m×25m上應(yīng)為20~25點,常用于檢驗工具、導(dǎo)軌和緊密工具接觸面的刮削。
4、刮花:刮花的作用一是美觀,二是有積存潤滑油的功能。一般常見的花紋有:斜花紋、燕形花紋和魚鱗花紋等。另外,還可通過觀察原花紋的完整和消失的情況來判斷平面工作后的磨損程度http://www.chinaweiyue.com/咨詢13231713280。