|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
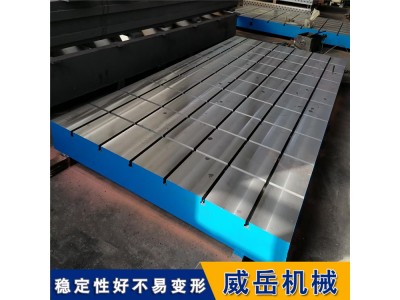
講述了解劃線平臺8點關于保養:
1、劃線平臺不用時要及時將工作面洗凈,然后涂上一層防銹油,并用防銹紙蓋上,用劃線平臺的外包裝將劃線平臺蓋好,以防止平時不注意造成對劃線平臺工作面的損傷。
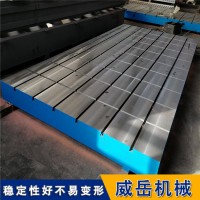
2、劃線平臺應安裝在通風、干燥的環境中,并遠離熱源、有腐蝕的氣體、有腐蝕的液體。
3、劃線平臺按標準實行定期周檢,檢定周期根據具體情況可為6-12個月。
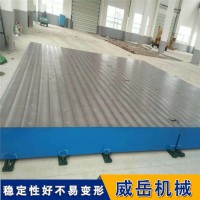
4、為了防止劃線平臺發生的變形,在吊裝劃線平臺時,要用四根同樣長度的鋼絲繩同時掛住劃線平臺上得四個起重孔,將劃線平臺平穩吊裝在運輸工具上。
5、將劃線平臺支承點墊好、墊平,每個支撐點受力均勻,整個劃線平臺平穩。
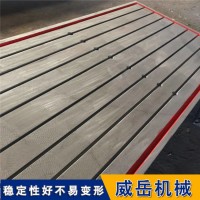
6、劃線平臺安裝時將劃線平臺板的各個支撐點用調整墊鐵墊好、墊實,由技術人員將劃線平臺調整至合格精度。
7、劃線平臺使用時要輕拿輕放工件,不要在劃線平臺上挪動比較粗糙的工件,以免對劃線平臺工作面造成磕碰、劃傷等損壞。
8、為了防止劃線平臺整體變形,使用完嗶后,要將工件從劃線平臺上拿下來,避免工件長時間對劃線平臺重壓造成劃線平臺的變形。
工件內部存在著較大的內應力,如果粗、粗加工連續進行,則精加工后的零件精度會因為應力的重新分布而很快喪失。對于某些加工精度要求高的零件。在粗加工之后和精加工之前,還應安排低溫退火或時效處理工序來內應力。
劃線平板接觸點在25~27,接觸面積為0.2左右;2號劃線平板、檢驗平板接觸點25~29,接觸面積在0.1左右。
鑄鐵平板的刮研技術公開:
在刮研全過程中,一般都要經歷粗刮、細刮、精刮3個階段。粗刮階段:粗刮的要任務應先解決形位誤差問題。比如車床溜板燕尾導軌的兩端平行度,如不先解決好,留到粗刮好后再解決平行度,不但費工費時而且延誤工期。粗刮刀跡要寬大、要大刀闊斧地進行。對每個點只刮一次不刮次。刀跡方向是同方向順次排列,每輪變換一次。經過反復循環不斷刮研,黑點由變稠密,由不均勻分布至均勻分布,當任意刮方(25mm×25mm)達到4~6點時,表面粗糙度達到Ra2.5~Ra3.2時即告粗刮階段中止。細刮階段:細刮在粗刮基礎上進行。細刮的任務主要解決表面質量問題,即接觸精度、幾何精度(平面度達到0.01mm/500mm2)、表面粗糙度(Ra1.6~Ra3.2),同時還要兼顧到形位誤差。細刮的刀跡寬為6~8mm,長10~12mm,刀跡建議采用直推加扭轉法,正“6”塊反“6”塊刀跡較好,當任意刮方達到10~12點時細刮階段即告中止。精刮階段:精刮是在細刮基礎上進行的,精刮的任務是進行提高刮研表面質量,兼顧、核定形位誤差。精刮要磨好平面刮刀,要鋒利,落刀要穩要輕,特別要避免刀角劃傷表面,精刮刀跡寬5~7mm,甚至窄短,視刮削平面大小而變化。
刮研后的鑄鐵平臺表面平整度好,接觸加好,接觸點多,而且有硬化表面加強能力的作用。用刮刀以人工方法修整工件表面形狀、粗糙度等,叫刮研。
刮研平面用于未淬火的工件或鑄鐵平臺,它可使兩個平面之間達到緊密接觸。刮研后的平面能形成具有潤滑油膜的滑動面,因此能減少相對運動表面間的磨損和增強零件接合面間的接觸剛度http://www.chinaweiyue.com/咨詢13231713280。