|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
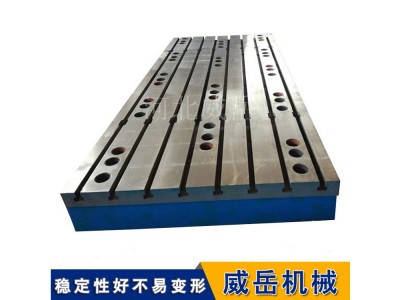
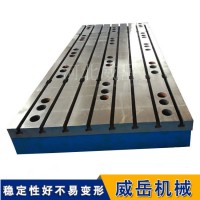
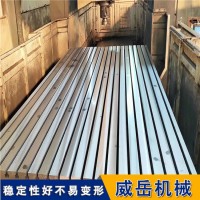
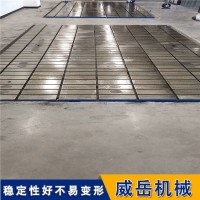
鑄鐵平臺(平板)的主要的材質為:強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3 年)使用該產品 的精度穩定,耐磨性能好。對于鑄鐵試驗平板來說,想要改平臺的內在質量,金屬熱處理是機械制造中的重要工藝之一,鑄鐵測量平板及床身類鑄件產品作為一種大型鑄件須要經過熱處理才能提高本身的使用性能。
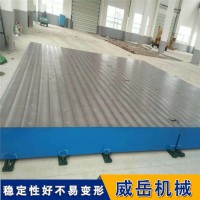
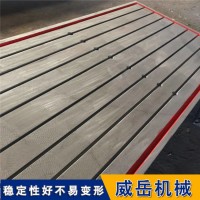
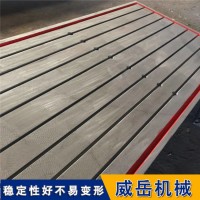
已加工表面質量是指鑄鐵平臺在加工后的表面層狀態,主要包括表面粗糙度(表面幾何學方面的參數)、表面層加工硬化程度和表面層殘余應力的性質及其大小(表面物理性能方面的參數)等指標。已加工表面質量對鑄鐵平臺的使用性能有很大的影響。如表面粗糙度會影響接觸剛度、配合性質、耐磨性、抗腐蝕性及疲勞強度等。表面層殘余拉應力容易使表面產生微裂紋,降低疲勞強度,使剛度差的零件發生變形而降低形狀精度,但殘余壓應力則可阻止微裂紋的產生與擴展,提高鑄鐵平臺的使用壽命。表面加工硬化層雖然會增加其耐磨性,但由于硬化不均勻,同時脆性也增加,降低鑄鐵平臺抵抗沖擊的能力,成為發生裂紋而促使表面破損和疲勞破壞的主要原因。因此,為了加工出所要求的表面質量,就有必要了解己加工表面層的形成及表面層質量的變化規律。 鑄鐵平臺表面粗糙度主要是因為在切削過程中,除考慮刀—鑄鐵平臺的相對運動、刀幾何參數之外,切削過程中的振動、刀磨損、切削變形、切削熱等因素對粗糙度也有著很大影響,這些因素的綜合效應不可忽視。凡是參加切削加工的因素,都在不同程度上影響著鑄鐵平臺表面粗糙度。 鑄鐵平臺殘余應力產生的過程是一個非常復雜的力學過程。切削加工時,伴隨著局部高溫、高壓、高應變和高應變率,在切削區產生嚴重的不均勻的熱一彈塑性變形。其產生的原因通常歸于以下二個方面:一方面是機械應力引起的不均勻彈塑性變形;另一方面是熱應力引起的不均勻熱一彈塑性變形。實質上殘余應力的產生是各種影響因素綜合疊加的結果,還需要根據具體加工條件進行具體分析。 鑄鐵平臺切削加工硬化產生的原因:切削加工后的表面層硬度,取決于金屬在切削過程中的變形強化和溫升弱化。切削時,加工表面一方面經過了很大的塑性變形,受到變形強化;另一方面又受到高溫的作用,鑄鐵平臺表面發生弱化。因此,強化和弱化是同時進行的,鑄鐵平臺已加工表面的硬度變化,是在切削應力和熱應力的雙重作用下的綜合作用結果http://www.chinaweiyue.com/咨詢13231713280。